




As conveyor systems continue to advance towards high capacity, high-speed, long-distance, and efficient operation, industries are placing increasingly higher demands on equipment reliability, engineering investments, and energy-efficient and environmentally friendly performance. Especially in today's era of promoting an eco-friendly society, reducing initial investments and operational costs, enhancing equipment reliability, and improving operational efficiency are of paramount importance to end-users.
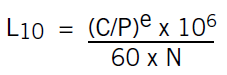
An important condition for the normal operation of the bearing is that the deflection angle of the shaft cannot be greater than the allowable deflection angle of the bearing. When the deflection angle of the shaft is greater than the allowable deflection angle of the bearing, the service life of the bearing will decrease sharply. Therefore, during the selection process of the roller, the stiffness of the roller shaft must also be checked so that the deflection angle of the shaft at the bearing position meets the use requirements of the bearing.
Seals: The choice of idler seal materials depends on the specific environment. Different materials have different characteristics and are suitable for different conditions. Consideration should be given to factors like moisture absorption, low-temperature brittleness, resistance to UV exposure, and resistance to alkaline environments.
Lubricating Grease: Selecting the appropriate lubricating grease based on environmental temperature and load conditions is crucial to maintaining effective lubrication and ensuring stable idler operation.
3. Manufacturing Factors
3.1 Bearing Seat Assembly
The degree of alignment between the two bearing seats of an idler directly affects the idler's rotational resistance and the additional load on the bearings. The assembly and welding processes of idler bearing seats significantly impact the manufacturing quality of idlers.
3.2 Internal Rust Prevention and Sealing
To prevent rust on the inner wall of the steel pipe, which could result in debris entering the bearings, anti-rust paint can be applied to the inner wall of the idler. Additionally, appropriate sealing measures should be adopted on the inner side of the bearing seat.
4. Installation, Operation, and Maintenance
In addition to the factors mentioned above, aspects related to installation, operation, and maintenance play a significant role in idler service life.
4.1 Installation Precision: Improving the precision and reliability of the conveyor frame and idler assembly can reduce the forward tilt angle of the idlers, lower additional loads on the bearings, minimize equipment vibration and noise, and enhance idler service life.
4.2 Control of Material Flow: Keeping material flow within the rated capacity range ensures that the actual load on the idlers matches the design load, which is crucial for idler service life.
4.3 Timely Replacement and Maintenance: In routine conveyor maintenance, damaged idlers should be replaced promptly, and loose bolts should be tightened. These actions protect neighboring idlers, effectively reduce additional loads on the bearings, and decrease equipment vibration and noise.
5. Conclusion
In summary, factors influencing the service life of conveyor idlers include the overall process layout of the belt conveyor system, bearing selection calculations, material choices, manufacturing processes, and installation, operation, and maintenance considerations. To improve idler lifespan, reduce engineering investments, and lower operational costs, comprehensive control of design, manufacturing, installation, and operation is necessary.






Contact: Export Department
Phone: +86 15097752737
Tel: +86 0312 5308005
Company: Baoding Zhuoli Machinery Co.,Ltd
Add: 3934 Tower3,Weilaishi building,Xiongan New Area.Baoding city,China